

Produktionslinje för peritonealdialyslösning (CAPD)




VårProduktionslinje för peritonealdialyslösning, med kompakt struktur, tar upp litet utrymme. Och olika data kan justeras och sparas för svetsning, utskrift, fyllning, CIP och SIP, som temperatur, tid och tryck, kan också skrivas ut efter behov. Huvuddrivningen kombinerad med servomotor med synkronrem, exakt positionering. Avancerad massflödesmätare ger exakt fyllning, volymen kan enkelt justeras via människa-maskin-gränssnittet.
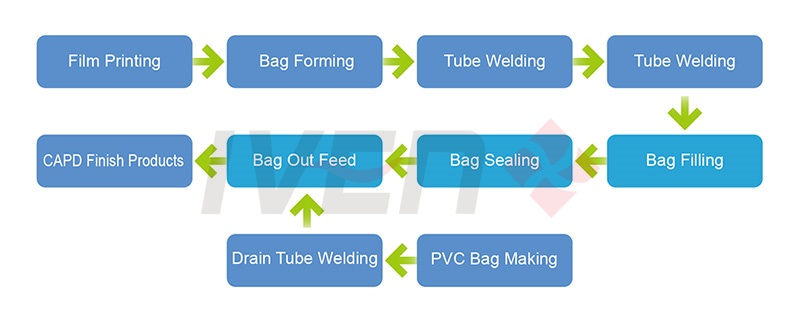
För tryckning, formning, fyllning och försegling av CAPD-lösningspåsar, rörsvetsning, PVC-påstillverkningsmaskin.

Perifer svetsning med dubbel öppen formstruktur och fluktuationsform är utrustad med kylplatta, vilket gör att fluktuationsformen håller samma temperatur och säkerställer att utrustningen i gjutningsprocessen och stoppet inte bakar varmt membranmaterial; Förbättrar produktkvaliteten.
Värmerör och termoelement i värmeplattan av aluminiumlegering, uppvärmning och värmeöverföring är enhetliga, temperaturkontrollen är precision, minskad värmeförlust, visar inte den faktiska temperaturen och displaytemperaturen är ojämn, för att säkerställa svetskvaliteten.
100 % utnyttjande av filmen, inget spill på kanten mellan påsar och grupper.
Formformen är specialdesignad. Den sist formade påsen i den förra gruppen skärs ihop med den först formade påsen i den senare gruppen. Den är bra för att dra filmen när påsar sträcks. Endast ett system kan garantera att filmens och påsens sträckning kan göras synkront. (Samma spänningsfilmlängd garanteras varje gång mellan varje grupp, det vill säga att det inte finns någon spillkant mellan olika grupper - inhemska tillverkare har spillkanter mellan varje grupp.)
När man byter form för olika produktspecifikationer behöver man bara byta den övre formen. Den nedre formen är en justerbar form, vilket avsevärt kan spara tid vid felsökning. Formen tillverkas av speciella material och med speciella processer från speciella formtillverkare, vilket garanterar att kvaliteten och livslängden på 100 miljoner påsar är obegränsad.
Beroende på egenskaperna hos svetsning av plast bör kallsvetsning utföras omedelbart efter två högtemperatursvetsningar. Detta kan både säkerställa plastens fasthet och ge ett bra utseende. Därför behöver de andra svetsportarna kallsvetsas, med svetstemperaturen motsvarande den faktiska kylvattentemperaturen (15ºC-25ºC), tid och tryck är justerbara.
Med patenterad design är avfallskantborttagningsstationen enkel och pålitlig, med en hög genomströmningshastighet på upp till 99 % och högre. De övre och nedre styrstängerna klämmer fast avfallsfilmen efter påsformning och river upp den med styrcylindern för att slutföra påsformningen. Den triangulära avfallskanten samlas upp med en speciell anordning. Den automatiska avfallskantborttagningsstationen kan inte bara minska de negativa effekterna av artificiell rivning, utan också säkerställa en fin påsform.
Använd E + H massflödesmätare och högtrycksfyllningssystem.
En frekvensstyrningspump styr trycket, använd det högtrycksbeständiga medicinska silikonröret för att ansluta rörledningen, enkelt underhåll, ingen rengöring av döda fläckar.
Hög fyllningsnoggrannhet, ingen påse och ingen kvalificerad påse, ingen fyllning.
Påfyllningshuvuden använder patenterad teknik för slät ytförsegling, ingen kontakt med portarnas mellanväggar så ingen friktion som genererar partiklarna; det undviker också överflöde av lösning som orsakas av förändringar i portstorleken vilket gör att portarna inte förseglas med påfyllningshuvudena.
Den använder avancerad PLC-styrning och integrerad ventilterminalmetod, enkel krets, snabb driftreaktion, säker och pålitlig drift. Fyllningsdelen är integrerad med tätningsdelen i en enhet, den behöver bara ett elektriskt styrsystem och en man-maskin-gränssnittsenhet; minst en operatör minskas, vilket undviker nackdelar som inkompatibilitet mellan två operatörer och ökar utrustningens säkerhet och tillförlitlighet.
Pekskärm och noggrann temperaturkontroll. Speciellt vid små fluktuationer i start- och stoppmoment kan toleransen vara ±1 ℃.
Tryckpanelen monteras på aluminiumplattan med en rostfri gängbult, så att gängorna på plattan inte lossnar efter långvarig användning.
Filmrullen positioneras med jämn spänning från fyra sidor för att säkerställa filmspänning och jämn rörelse. Filmrullens vänstra och högra sida är fixerade med den justerbara positioneringsplattan för att säkerställa matningshastighet och noggrannhet.
Förvärmningsstationen och värmeförseglingsstationen använder fjäderbelastad nålsond för att detektera formtemperaturen, bekväm installation och demontering, obekväm att gå sönder, tolerans inom ± 0,5 ℃.
Ändra tätningens placering för att skydda cylindern och undvik långvarig uppvärmning.
Professionell extern kabeldragning, separera tråden enligt olika klassificeringar, bra utseende och bekvämt underhåll.
Fäst den nedre formen, men behåll kylplattan, för att skydda filmen när maskinen stängs av.
Omgivande värmeförsegling använder en speciell form, installera kylplattan på den övre formen med fjäderbelastad.
Lägg till det automatiska matningssystemet för att lösa problemet med blockering och fastkörning, minska arbetsintensiteten. Lägg till den joniska vindens rengörings- och återvinningsenheten för att förbättra produktens klarhet.



